Balakot is one of four known ancient coastal sites in Pakistan dating to the period of South Asia’s earliest civilization—the Harappan (or Indus)—that flourished in the centuries just before and after 2000 B.C. This little known civilization has intrigued scholars and students since its discovery in the 1920’s. Its geographic range, from the Arabian Sea to the foothills of the Himalayas, far exceeds that of the coeval Sumero-Babylonian or Egyptian cultures of the Near East. Its apparent propensity for organization and standardization in architecture, artifacts and art style is unparalleled in the ancient Old World.
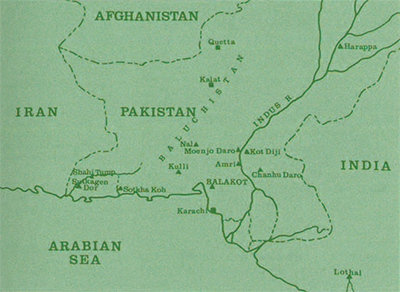
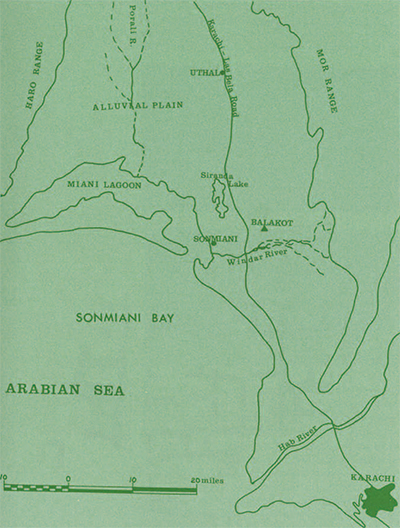
Considerable energy—physical and mental–has been expended over the years on the question of the assumed relationships between this South Asian civilization and the Near East, especially the Persian Gulf and southern Mesopotamia. In 1959-60 the University Museum sponsored a survey of the Makran coast of Pakistan specifically to search for sites that could have been involved in coastal trade contacts between these two centers of ancient civilization. Two major sites were discovered—Sutkagen Dor and Sotkha Koh. At the same time another archaeologist-cum-hydrologist, Robert Raikes, discovered the small site of Balakot, some 55 miles north of Karachi, on the east side of Sonmiani Bay.
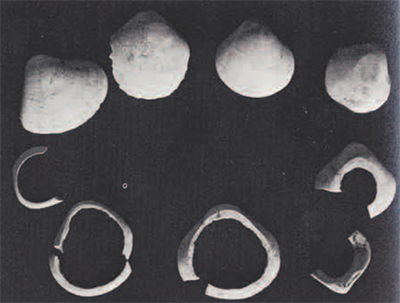
In the sequence of manufacture we encountered, but basically, all of the shell fragments fall into the following sequential stages of manufacture:
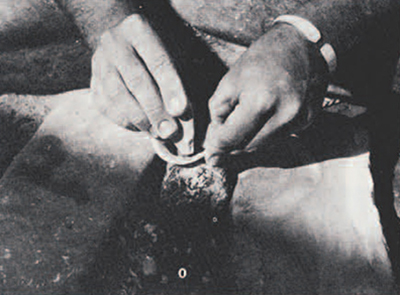
Step one: Due to the horizontal structure of the growth layers of the Meretrix shell, the size of the flakes removed by chipping must be carefully controlled. This is done by chipping only from the medial face (at this stage) and by using the anvil stone as a chipping platform (Fig. 8:1). In this manner up to 3 mm. of the thin ventral margin of the shell is removed and the shell is shaped into a more symmetrical circle. The amount of chipping done on the shell greatly reduces the amount of grinding necessary to shape the bangle. On many of the shells, up to three-fourths of the shell circumference has been chipped and only the dorsal hinge margin remains unchipped.
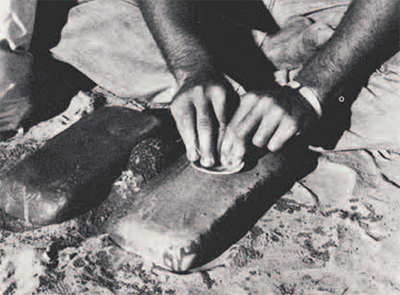
Step two consists of grinding and smoothing down the chipped lateral edge to remove the rough edge left by the chipping in the previous step. The shell is held vertical to the grinding surface (Fig. 8:2) with wet sand used as the abrasive.
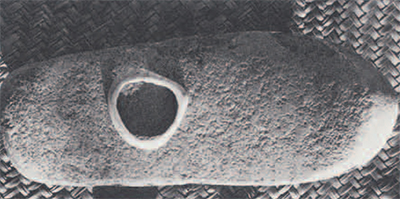
Step three: Once the edge is fairly smooth, the top convex surface of the shell is ground usually until a hole penetrates the thickness of the shell. The wet sand must be continuously replenished throughout all of the grinding steps in order to maintain a steady abrasion rate (Figs. 10 and 8:3).
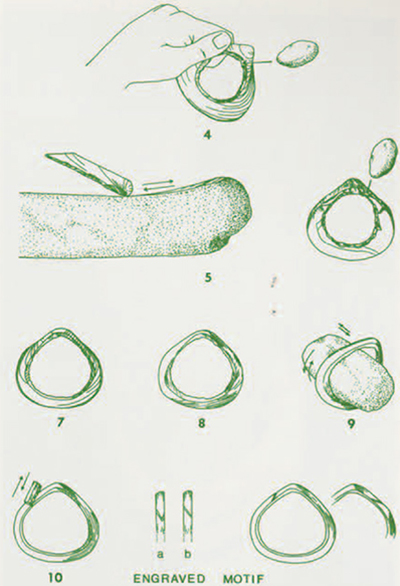
On some of the ancient shell fragments, the grinding in stage three was terminated when the shell was thin enough to perforate by lightly tapping from the lateral face with the small hammerstone. This leads to step four, when the center hole is enlarged to a circumference of 4 to 5 cm. by an alternating process of chipping and grinding. The chipping is done by striking from the lateral face, using the ground lateral surface as a striking platform (Fig. 9:4). Striking from the lateral face against the thin edge provided by the ground striking platform enables the removal of large flakes without the danger of cracking the shell. When the center hole reaches the limits of the previously ground surface, a new striking platform must be ground.

Before the center hole is enlarged to the desired wrist size, the dorsal margin of the shell is ground at approximately a 130 degree angle from the medial surface to prepare a striking platform for the removal of the hinge (Fig. 8:5). The platform is ground until the shell is thin enough for the hinge to be removed by light blows with the hammerstone. Any heavy blow against this part of the shell can easily crack it in half.
In step six, the irregular edge left by the removal of the hinge and the chipping scars on the entire medial surface of the shell are removed by grinding.
Step seven is a repetition of the process described in step four except that at this star all chipping has to be especially precise and carefully executed because the shell is now extremely fragile. The center hole is enlarged as much as possible without the risk of break ing the shell (Figs. 11 and 9:7).
In step eight the original shell surface on the lateral face of the shell is removed by grinding, and the outside edge of the bangle ground to form a more symmetrical circle. (Fig. 9:8).
In step nine the chipping scars on the inside of the bangle are ground smooth and the center hole is made as circular as possible. The grinding is done with the hand-held grindstone. manipulating it in much the same way that a rasp is used (Fig. 9:9).
The tenth and final step in the manufacturing process is the engraving of the bangle. The engraving was done over the thickest part of the hinge, which is on the posterior edge of each half of a complete shell. A flint blade cuts very easily into the hard shell, and was most probably the tool used to produce the simple motif found on the bangles. The engraving occurs in two variations, one consisting of a diagonal slash (Fig. 9:10b), the other an elaboration of this slash into an “upside down check” (Fig. 9:10a). The apex of the check motif and the lower end of the slash both point clockwise. There are very few exceptions to these two motifs. Of 55 engraved bangle fragments, only two vary from the rule; one has a “check” engraved on the anterior side of the shell, but still pointing clockwise; the other is a “check” on the posterior side pointing counterclockwise.
From preliminary analyses of the finished bangle fragments it seems that the bangles were polished through continuous wear and not as a part of the manufacturing process.
The engraved motif on the Meretrix bangle brings up the question of its relation to the conch shell bangles. Very briefly, the conch bangles were made by sawing the shell at a diagonal to obtain a bangle blank. These rough bangles were then polished and ground to the desired thickness, and finally engraved.
The engraving was done invariably at the point on the bangle where the shell originally spiraled and rejoined itself. At this point there is a slight but very noticeable irregularity in the oblong shape of the bangle. The engraving was apparently done to conceal or incorporate this irregularity into the design of the bangle. The engraved motif is a fairly symmetrical “V” shape which is often identical with the engraving on the Meretrix bangles. On the Meretrix bangles, however, the engraving serves only as a decorative motif and does not conceal any irregularity in the shape of the shell. The Meretrix bangle is strong enough to take the engraving on any other part of the bangle, so we are left with the question of what if any, is the relationship between the two types of bangles? We don’t know the history of the development of either type, and the absence of Meretrix bangles from most Harappan sites puts it into the category of a local ornament style. The Meretrix bangle can be made from simple tools while for the manufacture of conch bangles, probably a metal saw was necessary. The Meretrix bangles could be an earlier type which later, after the introduction of conch bangles, copied the engraved motif. Another possibility is that they are outright “imitation conch” bangles made from the easily accessible Meretrix shell and using a simpler technological process. Conch shells are not found naturally in the Sonmiani Bay region.
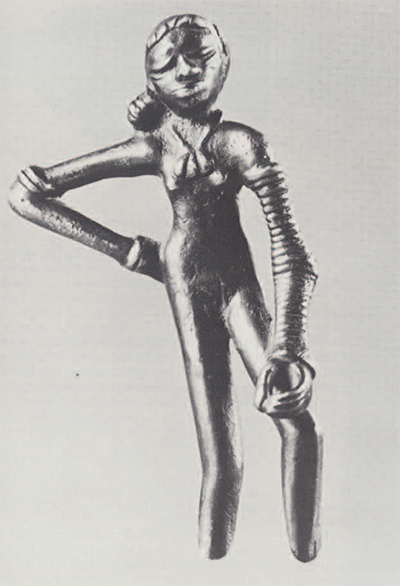
In addition to Meretrix and conch shell bangles, terracotta bangles of various styles and fragments of copper-bronze bangles are also quite plentiful at Balakot. The ornaments found on many Harappan figurines suggest that bangles in general were a very common form of ornament, for both men and women.
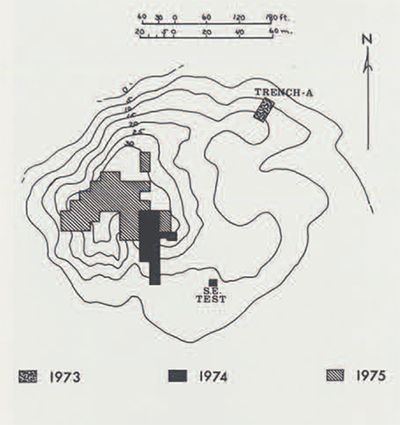
These sites remained unexcavated until the opportunity arose in 1973 to launch a project at Balakot. The University of California, Berkeley, in conjunction with the Pakistan Department of Archaeology, is currently excavating Balakot. The fourth season has been conducted during October-December of this year (1976). The project is supported by grants from the Smithsonian Foreign Currency Program and the National Science Foundation.
One of the richest types of information we are finding concerns the ancient Harappans’ exploitation of the estuarine and marine resources, Fish bones and shells dominate the faunal remains. Apart from utilizing the fish and molluscs for food, the Balakotians engaged in the manufacturing of jewellery—especially bangles—and perhaps inlays for wooden furniture, from shells. We are finding manufacturing floors associated with mudbrick structures in the uppermost Harappan levels. Large quantities of shell bangles, in all stages of manufacture, are found together with grinding and chipping stones.
Mark Kenoyer was able, by intensive experimentation at the site, to recreate the successive stages of bangle manufacturing, which he describes as follows:
The worked shell fragments from the Mature Harappan levels at Balakot indicate the presence of two distinct shell working industries. One industry involves the manufacture of bangles from the shell of the bivalve Meretrix caste, and the other is the manufacture of bangles and various other utilitarian and ornamental objects from conch shells. In this article we will look primarily at the Meretrix bangle industry: the tools used, the process of manufacture, and possible cultural implications.

The Meretrix costa bivalve lives in the sandy lower tidal zone of shallow bays along the Arabian Sea. The shells are most easily collected during the evening low tide or during the night by artificial light. The Meretrix is an edible mollusc, but whether or not the ancient inhabitants of Balakot gathered them for consumption as well as the manufacture of bangles has not as yet been determined.
The manufacture of a single bangle from one half of a Meretrix shell involves a considerable amount of time and energy vis-a-vis the end result, which is a fragile and very simple body ornament. The shell itself is quite thick and sturdy, providing a suitable raw material for the manufacture of bangles. The tools used in the manufacturing process are basic implements which would normally be found in most any Chalcolithic site: a stone quern. either saddle or flat; a small hammer-stone; an anvil stone; a hand-held grindstone; a flint blade; and sand and water.
Two types of querns have been mentioned because some of the ancient bangles have a flat profile on the medial face, possibly indicating the use of a flat quern, while most of the other bangles have a slightly convex medial profile, suggesting the use of a saddle quern (Figs. 5, 6). Both types of querns at Balakot were made from medium to medium-coarse grained river rocks of volcanic origin. The stone was pecked with another stone to obtain a flat or concave grinding surface. The grinding surface had to be rough enough to retain the wet sand which was used as an abrasive, but not so rough as to chip the shell during the grinding process.
A small hammerstone was used to chip the shell. Unfortunately, no hammerstones were found in situ in specific shell working areas, so the exact type used in the ancient process is uncertain. In the experiment, however, the most suitable type of hammerstone was a small, bi-conical river pebble, about 4 cm. x 2.5 cm. and weighing approximately 20 grams. Such stones were recovered in other areas of the excavations.
A hand-held grindstone or “rasp” was used to smooth the chipping scars on the inside of the bangle. The tool used in the experiment was an ancient, broken pestle, 4.5 cm. in diameter and 10 cm. long, made from a medium grained, cylindrical river stone.
An anvil stone was used to provide a chipping platform against which the shell could be rested. Almost any semi-conical stone, or even the edge of a quern could have been used for this purpose. However, a very carefully made basalt anvil stone was found with a cache of unworked Meretrix shells. The bottom edge was wedge shaped, and could be set in the ground or held between the feet, and the top was pecked to form a domed anvil platform. This stone was used in the experiment.

Flint blades were probably used for engraving the bangles. The blades were struck from prepared single platform cores, providing straight-edged blades by which the simple motif found on the bangles could be easily produced. The blade fragment used in the experiment was 4.5 cm. long and 1.0 cm. wide, and reproduced identically the engraving found on the ancient bangles. Whether or not a metal tool, such as an annealed copper file, could produce the same results has not as yet been tested.
Fine parallel markings on the ground shell fragments indicate the use of sand as an abrasive agent in the grinding process. Water was probably used to keep the sand somewhat fluid and facilitate a continuous grinding movement.
The manufacturing process has been divided into ten steps and the sequence of these steps was determined through the analyses of some 1000 shell fragments found in the excavations of the third season (1975). As would be expected, some minor variations (Fig. 15). The Meretrix bangles were probably worn on the wrist and forearm. There are some bangles which are comparatively larger and could have been worn above the elbow or possibly even at the ankle. Several bangles worn together make a musical clinking sound and if they are matched from small to large going up the forearm, they become a very beautiful and sonorous ornament (Fig. 12). Since the bangle is by nature somewhat triangular in shape, it can hang in several different positions, each of which forms a distinct line in terms of body ornament. Though the Meretrix bangle is a simple ornament, each bangle is a work of art and represents one facet of the aesthetic sensibility of the Harappans at Balakot.
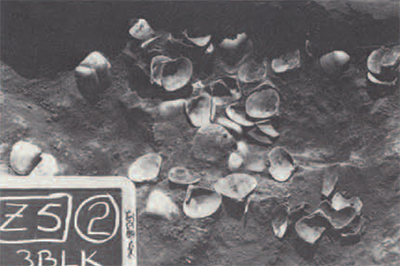
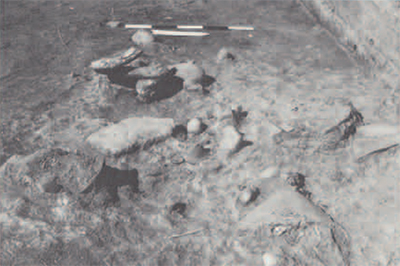
The distribution of working areas and the concentration of bangle and shell fragments at Balakot suggest that the manufacture of Meretrix bangles was a small industry practiced by specialized workmen/women, rather than a household industry carried on by each family group for their own use. In the 1974 excavation a possible working area was founc in Square D2, and in the 1975 excavation two distinct working areas can be distinguished. One area, Z5-A5, consisted of a mudbrick floor with two saddle querns, one in situ, a cache of unworked shells, and a considerable accumulation of grinding waste at the lower southern end of the mudbrick floor. The other working area (B9-C9) contained a large number of bangle fragments in all stages of manufacture, 157 finished bangle fragments, and grinding and chipping waste. The exact temporal relationship of the various working areas has yet to be clarified within the two uppermost Harappan levels so far excavated.
There is no way of determining from the available archaeological evidence the number of persons involved in a specific working area or the quantity of bangles manufactured. Through the experiment, however, the scanty archaeological evidence can be illuminated to a certain extent. In the experiment the time involved in the manufacturing of one bangle was from one and one-half to two full hours of continuous labor. The amount of breakage ranged from 30 to 50%. Experience would probably reduce the manufacture time to one to one and one-half hours, but the breakage factor could not be less than 15 to 20%, judging from the number of excavated shell fragments broken during the manufacturing process. These figures are estimates based on preliminary analyses of some one thousand shell fragments. A skilled workman could therefore produce between four and six bangles in a seven hour day.
From the 1974 and 1975 excavations several thousands of bangle fragments were recovered. Though there is no way of determining the exact quantity of bangles being produced, the amount of manufacturing waste suggests that bangle manufacture was an important activity of the ancient community, possibly even for trade. A detailed study of published reports from major Harappan sites such as Lothal, Moenjo Daro, Harappa, Chanhu Daro, and Amri indicates the absence of Meretrix bangles at these sites. Published references to human burials from these sites all mention the presence of shell bangles. These bangles, however, are purportedly conch shell but a restudy of these fragments may be in order, as the finished Meretrix bangle fragments are very similar to those made of conch shell, and could very easily be confused. However, two coastal Harappan sites to the west in Baluchistan do report the presence of Meretrix bangles. Sutkagen Dor and Sotkha Koh definitely have Meretrix bangles but they are only from surface surveys and whether or not there were any manufacturing activities at these sites has not been determined. Shahi Tump may also have these unique bangles, but positive identification of the shell fragment pictures in Sir Aurel Stein’s publication is lacking. Needless to say, the distribution of Meretrix bangles cannot be determined until further investigations have been carried out both in Baluchistan and in the Indus Valley proper. As it stands now, the Meretrix bangles would seem to indicate a local ornament style present among western coastal communities. Any further implications must await more detailed documentation and study of these distinctive bangles.